
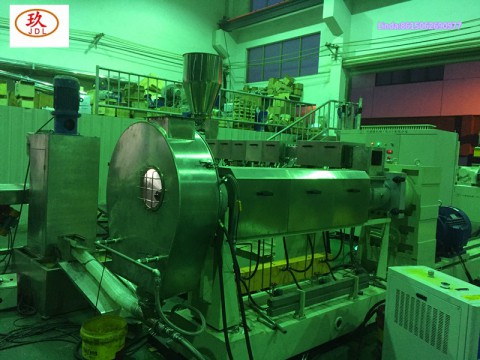






extrusion craft: conical feeder---JDL150 single screw extruder--eccentric water spray hot face cutting machine head--high pressure water pump --centrifugal dewater -2.5m lengthen vibrator
Main machine control system adopt touch screen control system with remote monitoring.
1.3 application material:rubber +80%sulphur
Capacity:350--400kg/h ( for different material,output will different)
2.technical configuration
2.1Conical screw force feeder : one
1) motor power: 11kw, using "Eckert" frequency converter.
2) Feeding screw: Conical twin screw forced feeder, nitriding chromium treatment, high surface finish.
3) Feeding body: the inner surface polished, hard chrome plating,
4) Feeder: internal surface polishing, hard chrome plating,
5) can push and pull, easy to move.
6) appearance requirement :there be integral protective cover at the motor and reducer
7)conical Feeder and Single Screw Connection for Harvard Type Structure
2.2JDL -150 extruder
1)Reducer: ZLYJ series professional design for the single screw extruder high-precision hardened with a thrust seat gear drive, Designed using JB / T8853-2001 "cylindrical gear reducer" technical specifications , The output shaft with high strength 42CrMo, other gears and shaft parts using high-strength 20CrMnTi material; gear through carburizing, quenching, grinding process, high precision gear, high hardness; gear accuracy for GB10095-88,6 ,grade Surface hardness between HRC-54 ~ 62,at the front of hollow output shaft configure thrust bearings, bear axial thrust when it is working. the whole small size, high carrying capacity, smooth transmission, low noise, high efficiency. When the oil level is lower than the oil standard position,
Please add medium load industrial gear oil L-CKC220 or L-CKC320 (oil need customers to purchase ).
2)the main motor ::
A. AC motor;
B.Power: 55kw;
C."JAC" brand; efficient energy-saving motor; secondary energy consumption
D."Eckert" frequency converter.
3)screw
A. Diameter: φ150mm; L/D ratio: 12: 1;
B.material for 38CrMoALA nitriding treatment, nitriding HRC65-70, depth 0.6-0.75mm, brittleness is not greater than grade II. Screw surface hard chrome plating; improve wear resistance.
C. screw core through water cooling;
4) barrel
A.material for the 38CrMoALA nitriding treatment, nitriding HRC65-70, deep 0.6-0.75mm, brittleness is not greater than grade II;
B.barrel adopt water cooling, copper tube to strengthen ,production process improvement,prevent leakage here;
C. barrel plus stainless steel shield, requiring the shield and the base associated;
D. heating section: adopt high-quality cast aluminum heater,mold die temperature adopt temperature controller control.








